Dm Plant - Acid And Caustic Regenerated Ion Exchange Resins , Strong Acid Cation And Strong Base Anion Combo For High Purity Water Treatment
Price:
Get Latest Price
In Stock
Product Specifications
| Capacity | Variable |
| Color | Green |
| Dimensions | Variable |
| Features | Water Demineralization, High Purity, Resin Based, Commercial Scale, Efficient Process |
| Material | Steel |
| Pressure Rating | 100 PSI |
| Resin Type | Cation & Anion |
| Usage | Demineralizing water for industrial processes |
Product Overview
Key Features
DM PLANT
The demineralization process utilizes acid regenerated cation resin & caustic regenerated anion resin to remove minerals from water.
Demineralization on a commercial scale became possible after resin manufacturers developed methods of mass producing a new form of ion exchange resin. When regenerated with caustic (NaOH), this resin removed silica and carbon dioxide from the effluent of a zeolite resin operated in the hydrogen cycle. A standard cation resin of the type commonly found in zeolite softeners, which is regenerated with sulfuric acid as opposed to salt (hence: hydrogen cycle cation), is called a strong acid cation resin. An anion resin with a strong affinity for silica and carbon dioxide is described as a strong base anion resin. An offshoot of the strong base anion resin development was the production of a chemically different resin with a strong affinity for strong-acid anions: sulfate (SO4), chloride (CI), nitrate (NO3), phosphate (PO4), etc. This was called a weak base resin. The weak base resin does not remove silica or carbon dioxide, as does the strong base resin. Therefore, it cannot be used alone to produce the water purity demanded by high-pressure steam plant operations. Less caustic is required to regenerate the weak base resin and it is often coupled with a strong base resin in the same vessel to produce the most economical anion unit operation. The weak base resin is always loaded into the vessel last when the unit is readied for downflow service.
Putting the weak base resin on top of the anion resin bed uses its higher capacity for strong acid removal to insure that the strong base resin can concentrate on removing the weak acids associated with the carbon dioxide and silica (carbon and silicic acids).
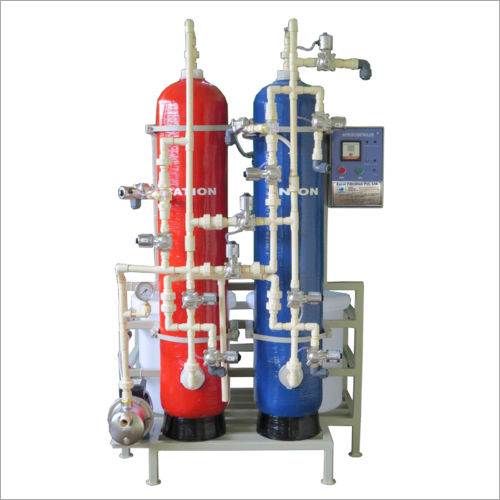
The cation and anion vessels of a demineralizer train are piped in series so that the effluent of the cation unit enters the top of the anion unit and the discharge from the anion unit goes to the treated water header or into a polishing unit.
Company Details
Business Type
Exporter, Manufacturer, Service Provider, Supplier
Establishment
2001
Working Days
To
Related Products

Demineralisation Plant - Application: Industrial
Price: 200000 INR
MOQ - 1 Unit/Units
Tfi Filtration (india) Pvt. Ltd.
Ahmedabad, Gujarat
Demineralization Water Treatment Plant - Voltage: 220V/50Hz Watt (W)
Price: 210000 INR
MOQ - 1 Unit/Units,
Excel Filtration Pvt. Ltd.
Ahmedabad, Gujarat

Dm Water Plant - Automatic Grade: Full Automatic
Price: 55000 INR
MOQ - 1 , Unit/Units
Pure Oxidane Technology Private Limited
Ahmedabad, Gujarat

Dm Plant 10 - Automatic Grade: Semi Automatic
Price: 42000 INR
MOQ - 1 Piece/Pieces
Veer Enterprise
Ahmedabad, Gujarat

Full Automatic Dm Water Plant
Price: nan INR
MOQ - 1 Piece/Pieces
Water Pure Filtration
Ahmedabad, Gujarat


Industrial Demineralization Palnt - Automatic Grade: Semi Automatic
Price: 395000 INR
MOQ - 1 null
Anil & Co.
Surat, Gujarat

DM Water Purification Plants - 380VAC Power Supply, 5000 m3/hour Flow Rate | Ideal for Hospitals, Hotels, Laundries & Air-Conditioning Systems
MOQ - 1 Unit/Units
Spares India Water Technologist
Ahmedabad, Gujarat


DM Water Plant - FRP & MS Water Softener for Borewell Water, 1 Year Warranty, Cabinet Type, 220-380 Voltage
Price: 45000 INR
MOQ - 1 Unit/Units
Swati Water Purification
Ahmedabad, Gujarat

Dm Water Plant 500 Lph - Frequency: 30 Hertz (Hz)
Price: 60000.00 INR
MOQ - 1 Piece/Pieces
Ocean Techno
Ahmedabad, Gujarat

500 Lph Dm Water Plant - Automatic Grade: Full Automatic
Price: 64992 INR
MOQ - 1 Unit/Units
Drashti Envirotech
Ahmedabad, Gujarat
Explore Related Categories












More Products From This Seller










Seller Details
Gandhinagar, Gujarat
C.E.O.
Mr. Keyur Thakkar
Address
3, SF, Hariram Enclave, B/h Raison Petrol Pump, Kudasan, Gandhinagar, Gujarat, 382424, India
dm water plant in Gandhinagar
Report incorrect details